Печи и агрегаты конвейерныеТипопредставители:
Электропечь сопротивления конвейерная СКЗ-6.95.1,2/11,5 для спекания изделий из металлических порошковОбщие сведенияЭлектропечь сопротивления конвейерная СКЗ-6.95.1,2/11,5 предназначена для спекания изделий из металлических порошков на основе железа и меди в атмосфере эндотермического газа при температуре до 1150°С. Преимущества данного оборудования Конвейерное и толкательное оборудование для спекания изделий из металлических порошков поставляется и внедряется нашей фирмой более 50-ти лет. Данный каталог представляет модернизированную версию конвейерной электропечи опробованной на десятках предприятий России и за рубежом. Преимущества модернизированного оборудования: 1) Получение стабильного качества продукции; 2) Уменьшенное энергопотребление и непроизводительные потери; 3) Увеличенная степень автоматизации процесса; 4) Повышенная надежность оборудования; 5) Повышенная производительность оборудования; 6) Повышенный технический уровень оборудования. Технические данные
*Производительность указана при загрузке 20 кг изделий на 1 пог.м конвейерной ленты и скорости перемещения 10 м/ч Конструкция
Рис.Габаритные, установочные размеры и рекомендуемое расположение оборудования 1— электропечь; 2 — панель с ротаметрами; 3 — щиты управления; 4,5 — шкафы управления Электропечь состоит (см.рис.) из форкамер (на входе и выходе), камер предварительного нагрева, спекания и охлаждения, конвейера с приводным устройством, а также систем газоснабжения, водоохлаждения, электропитания, тепловой автоматики. Изделия на движущейся конвейерной ленте попадают в форкамеру. Форкамеры на входе и выходе электропечи снабжены пламенными завесами, предохраняющими выход защитного газа из электропечи. Далее изделия попадают в камеру предварительного нагрева, где происходит удаление связующего компонента (пластификатора) из изделий и предварительный нагрев последних до 700—800°С. Затем изделия нагреваются до рабочей температуры в камере спекания и охлаждаются, переместившись на конвейер в камеру охлаждения, перед выходом из форкамеры на стол разгрузки. Сетчатая лента конвейера натянута на систему барабанов и опирается в камерах предварительного нагрева и охлаждения на неподвижные опоры, а в камере спекания на приводные ролики рольганга. Система водоохлаждения обеспечивает подачу воды в камеру охлаждения, к цапфам роликов рольганга. Система газоподвода предусматривает безаварийную подачу рабочего и природного газов, а также негорючего газа (азота) для продувки электропечи в соответствующие элементы конструкции. Электропечь оснащается системой автоматизированного управления САУ СКЗ на основе промышленного компьютера , для обеспечения эффективного функционирования печи , путем автоматизированного выполнения функций управления технологическим процессом спекания и оборудованием печи, контроля, учета и представления информации о работе печи в удобном для оператора и технолога виде. САУ СКЗ обеспечит выполнение следующих функций
Агрегат конвейерный закалочно-отпускной СКЗА - 8.40.1/7,5
Агрегат конвейерный закалочно-отпускной типа СКЗА-8.40.1/7,5 (см. фото № 7) предназначен для закалки мелких и средних стальных деталей с последующим высокотемпературным или низкотемпературным отпуском в защитной атмосфере. Агрегат выполняет следующие технологические операции: предварительную промывку деталей, нагрев в защитной атмосфере с последующей закалкой в масле, промывку от масла с последующей подсушкой и высокий отпуск в защитной атмосфере. Возможна комплектация агрегата электропечью низкого отпуска. Технические данные
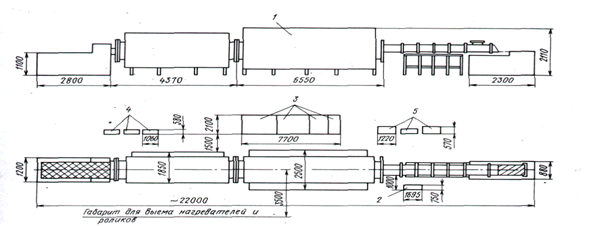
КонструкцияАгрегат включает: (см. рис.) механизм загрузки, машину моечную конвейерную, электропечь закалочную, бак конвейерный, машину моечную конвейерную, электропечь отпускную, щиты управления, установки приготовления защитных атмосфер( эндогенератор, экзогенератор) Механизм загрузки элеваторного типа, с цепным вертикально расположенным, ковшевым конвейером, по которому детали из бункера подаются на горизонтальный конвейер моечной машины. Моечная машина имеет две зоны: моечную и сушильную. Промывка деталей производится специальными моющими растворами, которые подогреваются трубчатыми электронагревателями, погруженными в раствор, сушка—подогретым воздухом. Промытые и высушенные детали с конвейера моечной машины вручную передаются на приемный рольганговый. стол механизма загрузки закалочной электропечи, представляющей собой футерованную камеру, внутри которой смонтирован горизонтальный конвейер. На внутренней поверхности футеровки свода, пода и боковых стен камеры нагрева установлены нагревательные элементы, которые питаются от понижающих трансформаторов. Загрузка деталей на конвейер электропечи производится в 2—3 слоя специальным механизмом загрузки толкательного типа. Нагретые в закалочной электропечи детали через вертикальный загрузочный лоток попадают в закалочный бак с горячим маслом, конструкция которого представляет собой бак, заполненный маслом. Внутри бака на специальном остове смонтирован сетчатый конвейер для транспортировки внутри бака деталей и выгрузки. Для нагрева масла в закалочном баке служат электронагреватели. Закалочный бак оснащен специальным механизмом перемешивания масла внутри бака. С конвейера закалочного бака через перегрузочный лоток детали передаются в конвейерный бак с холодным маслом, где охлаждаются и передаются далее в двухзонную моечную машину, конструкция которой в отличие от моечной машины выполнена без сушильной зоны. Из моечной машины промытые детали через перегрузочный лоток передаются в отпускную электропечь. Отпускная электропечь состоит из камеры нагрева и камеры охлаждения. В камере нагрева используется принцип продольно-поперечной циркуляции воздуха, улучшающий теплотехнические показатели электропечи. Камера нагрева выполнена из трех унифицированных секций, каждая из которых является тепловой зоной и состоит из футерованного кожуха, выемных блоков нагревателей и вентилятора. Детали транспортируются через камеру нагрева и камеру охлаждения конвейером, транспортерная лента которого выполнена из проволочной сетки.
SHAPE * MERGEFORMAT Рекомендуемое расположение оборудования агрегата СКЗА-8.40.1/7 1 - механизм загрузки; 2 - машина моечная конвейерная ; 3 - электропечь закалочная ; 4 - бак конвейерный; 5 - машина моечная конвейерная; 6 - электропечь высокоотпускная; 7 - бак конвейерный ; 8,9 - шкафы управления; ; 10 - перегрузочные соединительные лотки; 11 - место монтажа установки приготовления эндогаза (эндогенератора); 12 - место монтажа установки приготовления экзогаза (экзогенератора) . Агрегат конвейерный СКЦА-3.36.0,75/9,5Агрегат конвейерный СКЦА-3.36.0,75/9,5 предназначен для термической и химико-термической обработки (закалки, цементации, нитроцементации) с последующим отпуском мелких стальных деталей (колец, роликов, крепежа и др.). Состав1)Конвейерная муфельная электропечь для термообработки в защитной атмосфере (эндогазе). 2)Бак закалочный. 3)Шкафы управления. 4)Система автоматического регулирования состава атмосферы печи (САРСАП). 5)Машина моечная. 6)Конвейерная электропечь для отпуска. 7)Установка для приготовления эндогаза. 8)Соляная ванна для изотермической закалки. * Блоки агрегата ,поставляемые по согласованию за дополнительную плату. Технические характеристики
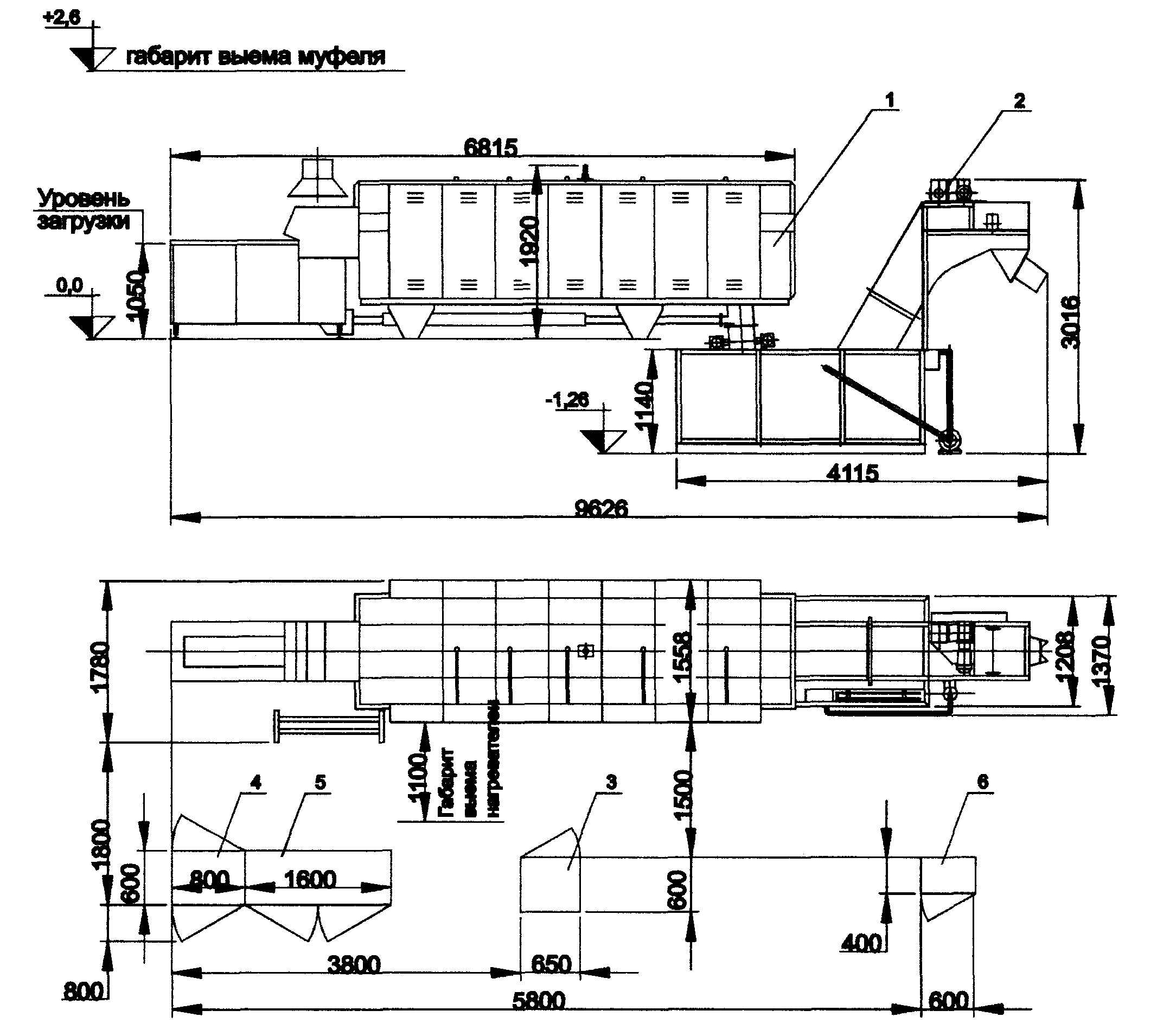
Конструктивные особенности
Рис. Агрегат СКЦА-3.36.0,75/9,5 1 - Электропечь СКЦ-3.36.0,75/9,5; 2 - Бак конвейерный БК; 3 - САРСАП 4 - Шкаф электрический; 5 - Шкаф электрический; 6 - Шкаф электрический |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||